Core Expertise
- All
- Mechanical
- Design
- Process
- Software

Strategic Program Management
With the shared goal of making your product a success, we allow the flexibility to change and adapt our approach to deliver on the best outcome. Our strategic program management approach pairs of 35+ years as experienced consultants with a …..
Systems Engineering
Systems engineering is incredibly important and needs to be implemented from the start. It’s the guide for the overall design and maintenance of the product and there are many aspects that each play a …

User Experience Design
Simplicity is at the center of our experience design practice. We take a holistic view of the entire user experience within the context of use to drive informed design decisions and …
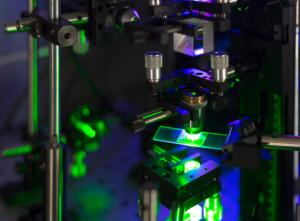
Optics
Invetech has a strong and dynamic optical capability developed over many years and many dozens of successful projects.
Motion
A common challenge across projects in diagnostics and life sciences is the requirement for motion and motion control for liquid handling, imaging, optics, focusing, and positioning. We ensure the successful integration of subsystems and ….

Fluidics
We have developed fluidic systems across a broad range of applications from large clinical analyzers all the way down to all-in-one microfluidic devices. Our engineers have utilized technologies such as air and liquid displacement metering, peristaltic…….

Temperature Control
The ever-increasing sensitivity of the technologies within healthcare requires matching improvements in thermal control and detection methodologies to achieve product performance.
Consumable Design
Microfluidic cartridge design plays a key role in the successful development of a complete IVD system where ease of use, throughput, and cost per test are critical factors. This is particularly true for Point of Care Testing ……
Housing + Structure
Many product designs have one thing in common, there are a collection of devices that need mounting into a structure and a cover encloses the assembled item. Hidden in the detail of that high level …

Software Development
Invetech has Full Stack software development capability. Our software development methodology of choice is based on Agile and SCRUM approaches. Our Invetech Modular Platform is designed to enable rapid prototyping and test bedding using ….

Product Lifecycle Management
Invetech’s teams are skilled in helping clients maximize the potential of their on-market products and platforms.